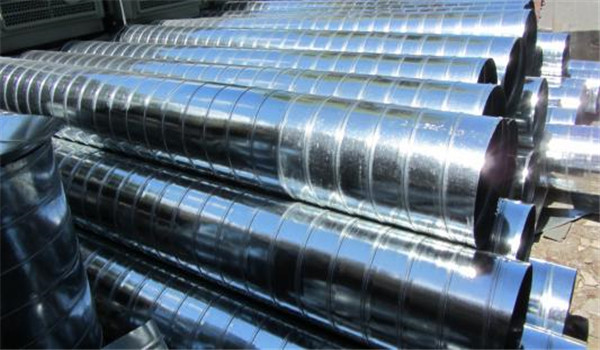
成都双流热浸镀锌加工厂
脱脂完成后进入酸洗除锈环节,这一步的核心是溶解工件表面的氧化皮和锈蚀,露出洁净的钢铁基体,为后续锌层附着打下基础。酸洗通常采用常温、10%-20%的盐酸溶液浸泡10-30分钟,需严格控制酸洗时间和酸液浓度,避免酸洗过度导致氢脆(尤其对高强度螺栓等工件),或酸洗不足导致杂质残留。对于8.8级以上高强度螺栓,酸洗后需进行200℃、4小时的去氢处理,降低断裂风险。